Прессы с нагревательными плитами
Прессы с подогревом плит являются важным оборудованием в различных отраслях промышленности, обеспечивая точный контроль температуры в процессе формования деталей. Эти прессы широко применяются в производстве пластмасс, резины, ламинатов, а также в деревообрабатывающей промышленности для изготовления различных изделий и компонентов.
Основной элемент таких прессов — нагреваемые плиты, представляющие собой толстые, прецизионные плоские пластины, изготовленные из высокотеплопроводных материалов. Они собираются в конструкции пресса и служат рабочей поверхностью для формования. Благодаря высокой точности изготовления и хорошей теплопроводности эти плиты обеспечивают равномерное распределение температуры по всей поверхности, что критически важно для получения качественных изделий без дефектов.
Системы контроля температуры встроены непосредственно в плиты и позволяют точно регулировать как нагрев, так и охлаждение. Это обеспечивает стабильность процесса формования и позволяет добиться однородных свойств конечного продукта. В качестве источников тепла могут использоваться электрические нагреватели, паровые системы, горячее масло или горячая вода — выбор зависит от конкретных требований производства и типа обрабатываемого материала.
Прессы с подогревом плит отличаются по размерам — от небольших лабораторных моделей до крупногабаритных промышленных установок. Диапазон температур также варьируется: от умеренных значений для мягких материалов до очень высоких температур для специальных сплавов или композитных материалов. Усилие прессования зависит от конструкции и предназначения оборудования и может достигать нескольких сотен тонн.
Эти прессы обычно изготавливаются по индивидуальному заказу с учетом специфики производства и требований к деталям. Такой подход позволяет оптимизировать параметры работы оборудования под конкретные задачи — например, обеспечить максимальную точность формования или повысить производительность.
Благодаря своей универсальности и надежности прессы с подогревом плит находят применение как в лабораторных условиях для исследований новых материалов и технологий, так и на крупных производственных линиях для серийного изготовления продукции. Их использование способствует повышению качества изделий, снижению брака и увеличению эффективности производственного процесса.
В целом, прессы с подогревом плит являются важным инструментом в современном производстве, позволяя реализовать сложные технологические процессы с высокой точностью и стабильностью.
Основной элемент таких прессов — нагреваемые плиты, представляющие собой толстые, прецизионные плоские пластины, изготовленные из высокотеплопроводных материалов. Они собираются в конструкции пресса и служат рабочей поверхностью для формования. Благодаря высокой точности изготовления и хорошей теплопроводности эти плиты обеспечивают равномерное распределение температуры по всей поверхности, что критически важно для получения качественных изделий без дефектов.
Системы контроля температуры встроены непосредственно в плиты и позволяют точно регулировать как нагрев, так и охлаждение. Это обеспечивает стабильность процесса формования и позволяет добиться однородных свойств конечного продукта. В качестве источников тепла могут использоваться электрические нагреватели, паровые системы, горячее масло или горячая вода — выбор зависит от конкретных требований производства и типа обрабатываемого материала.
Прессы с подогревом плит отличаются по размерам — от небольших лабораторных моделей до крупногабаритных промышленных установок. Диапазон температур также варьируется: от умеренных значений для мягких материалов до очень высоких температур для специальных сплавов или композитных материалов. Усилие прессования зависит от конструкции и предназначения оборудования и может достигать нескольких сотен тонн.
Эти прессы обычно изготавливаются по индивидуальному заказу с учетом специфики производства и требований к деталям. Такой подход позволяет оптимизировать параметры работы оборудования под конкретные задачи — например, обеспечить максимальную точность формования или повысить производительность.
Благодаря своей универсальности и надежности прессы с подогревом плит находят применение как в лабораторных условиях для исследований новых материалов и технологий, так и на крупных производственных линиях для серийного изготовления продукции. Их использование способствует повышению качества изделий, снижению брака и увеличению эффективности производственного процесса.
В целом, прессы с подогревом плит являются важным инструментом в современном производстве, позволяя реализовать сложные технологические процессы с высокой точностью и стабильностью.
Материалы и области применения
Компоненты плитного пресса в основном изготавливаются из конструкционных сталей, которые обеспечивают необходимую прочность, долговечность и способность выдерживать многократные производственные циклы. Плиты чаще всего выполняются из инструментальной или нержавеющей стали, что позволяет им сохранять геометрическую точность и устойчивость к износу при длительной эксплуатации. Масса таких плит может достигать нескольких тонн, что делает их важнейшими элементами всей конструкции пресса.
Плиты доступны в стандартных формах и размерах, что облегчает их использование и монтаж. Однако для специфических требований производства возможно изготовление индивидуальных плит по заказу с учетом особенностей конкретного технологического процесса или формы изделия. Это позволяет оптимизировать работу оборудования и повысить качество конечной продукции.
Прецизионные плиты могут быть дополнительно оснащены различными технологическими элементами: вырезами, пазами, Т-образными пазами, сверлеными и резьбовыми отверстиями. Эти элементы необходимы для надежной установки пресс-форм, а также для размещения каналов нагрева и охлаждения. Наличие таких каналов обеспечивает равномерное распределение температуры по всей поверхности плиты, что критически важно для получения качественных изделий без дефектов и деформаций.
Использование высокоточных технологий при изготовлении плит позволяет добиться высокой точности размеров и геометрии, что способствует стабильной работе пресса и повышению качества продукции. В целом, компоненты плитного пресса — это сложные инженерные изделия, требующие высокой квалификации при производстве и монтаже, поскольку от их качества зависит эффективность всего технологического процесса.
Плиты доступны в стандартных формах и размерах, что облегчает их использование и монтаж. Однако для специфических требований производства возможно изготовление индивидуальных плит по заказу с учетом особенностей конкретного технологического процесса или формы изделия. Это позволяет оптимизировать работу оборудования и повысить качество конечной продукции.
Прецизионные плиты могут быть дополнительно оснащены различными технологическими элементами: вырезами, пазами, Т-образными пазами, сверлеными и резьбовыми отверстиями. Эти элементы необходимы для надежной установки пресс-форм, а также для размещения каналов нагрева и охлаждения. Наличие таких каналов обеспечивает равномерное распределение температуры по всей поверхности плиты, что критически важно для получения качественных изделий без дефектов и деформаций.
Использование высокоточных технологий при изготовлении плит позволяет добиться высокой точности размеров и геометрии, что способствует стабильной работе пресса и повышению качества продукции. В целом, компоненты плитного пресса — это сложные инженерные изделия, требующие высокой квалификации при производстве и монтаже, поскольку от их качества зависит эффективность всего технологического процесса.
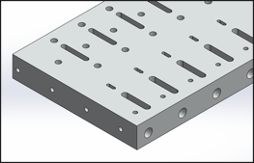
Рис.1.
Несмотря на то, что плитные прессы с подогревом рассчитаны на длительный срок службы и высокую надежность, важно соблюдать осторожность при их эксплуатации. Повреждения поверхности плит, такие как вмятины, царапины или трещины, могут негативно сказаться на качестве формуемых деталей. Даже небольшие дефекты могут привести к неправильному распределению давления или температуры, что в свою очередь вызывает дефекты изделий, а также увеличивает время и затраты на последующую финишную обработку.
Плитные прессы с подогревом широко применяются в различных областях промышленности для формования разнообразных материалов и изделий:
Формование резины
В этом процессе резиновые листы или блоки помещаются в форму и подвергаются прессованию при контролируемых температуре и давлении. Регулировка параметров позволяет добиться нужной формы и свойств конечного изделия. Такой метод широко используется для производства автомобильных шин, уплотнителей, прокладок и других резиновых деталей.
Компрессионная вулканизация
Этот процесс схож с формованием резины, но включает нагрев резиновых заготовок с помощью катализаторов при высоких температурах. В результате происходит молекулярное изменение структуры резины — вулканизация — что повышает её эластичность, упругость, прочность на разрыв, твердость и стойкость к атмосферным воздействиям. Такой метод применяется для изготовления высококачественных резиновых компонентов, например, для промышленного оборудования или автомобильных деталей.
Обработка ПЭВП и ПЭВП (полиэтилен высокой плотности и сверхвысокомолекулярного полиэтилена)
Эти пластики находят широкое применение благодаря своим уникальным свойствам: высокой ударопрочности, химической стойкости и простоте обработки. Для их формирования используют нагрев до температуры полимеризации или плавления с последующим прессованием в формы. Полученные изделия отличаются высокой прочностью и долговечностью — их используют в производстве труб, контейнеров, износостойких деталей и элементов инфраструктуры.
Использование плитных прессов с подогревом позволяет добиться точного контроля над технологическими параметрами процесса формирования различных материалов. Однако правильное обслуживание и аккуратность при работе необходимы для сохранения эффективности оборудования и высокого качества продукции.
Плитные прессы с подогревом широко применяются в различных областях промышленности для формования разнообразных материалов и изделий:
Формование резины
В этом процессе резиновые листы или блоки помещаются в форму и подвергаются прессованию при контролируемых температуре и давлении. Регулировка параметров позволяет добиться нужной формы и свойств конечного изделия. Такой метод широко используется для производства автомобильных шин, уплотнителей, прокладок и других резиновых деталей.
Компрессионная вулканизация
Этот процесс схож с формованием резины, но включает нагрев резиновых заготовок с помощью катализаторов при высоких температурах. В результате происходит молекулярное изменение структуры резины — вулканизация — что повышает её эластичность, упругость, прочность на разрыв, твердость и стойкость к атмосферным воздействиям. Такой метод применяется для изготовления высококачественных резиновых компонентов, например, для промышленного оборудования или автомобильных деталей.
Обработка ПЭВП и ПЭВП (полиэтилен высокой плотности и сверхвысокомолекулярного полиэтилена)
Эти пластики находят широкое применение благодаря своим уникальным свойствам: высокой ударопрочности, химической стойкости и простоте обработки. Для их формирования используют нагрев до температуры полимеризации или плавления с последующим прессованием в формы. Полученные изделия отличаются высокой прочностью и долговечностью — их используют в производстве труб, контейнеров, износостойких деталей и элементов инфраструктуры.
Использование плитных прессов с подогревом позволяет добиться точного контроля над технологическими параметрами процесса формирования различных материалов. Однако правильное обслуживание и аккуратность при работе необходимы для сохранения эффективности оборудования и высокого качества продукции.
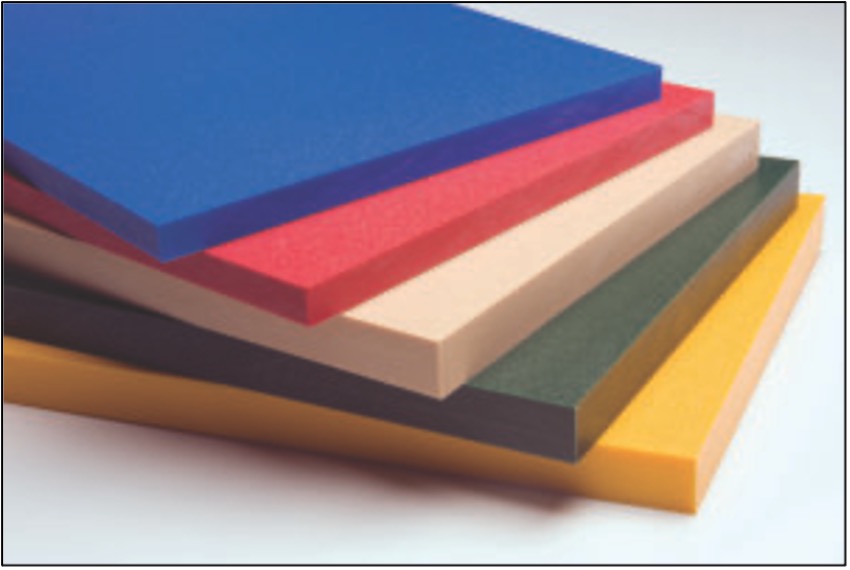
Рис. 2.
Декоративные ламинаты
Декоративные ламинаты являются широко используемыми материалами для отделки мебели и стеновых панелей. Они представляют собой многослойные композиции, в которых слои бумаги и смолы склеиваются под действием тепла и давления. В процессе изготовления смолы проникают в бумагу, а условия отверждения могут быть настроены для получения различных поверхностей — от глянцевых до матовых, с имитацией текстур или фактур. Такой подход позволяет создавать декоративные покрытия с высокой эстетической привлекательностью и долговечностью.
Склеивание
Процесс склеивания применяется, когда необходимо равномерно соединить две или более поверхности. Для этого используют прессы с нагретым тигельным прессом, между поверхностями наносят слой клея, который затем расплавляется под действием тепла. После этого происходит контролируемое отверждение клея, что обеспечивает прочное и равномерное соединение. Такой метод широко применяется при производстве мебельных элементов, панелей и других конструкций.
Промышленные ламинаты
Промышленные ламинаты получают путём сплавления слоёв термореактивных смол с основой из бумаги, хлопка, ткани или стекла. Эти слои подвергаются формованию под высоким давлением и температурой, что позволяет получить материал с комплексными свойствами: хорошей электропроводностью или изоляцией, высокой механической прочностью и стойкостью к химическим воздействиям. Такие ламинаты находят применение в электронике, строительстве, машиностроении и других отраслях благодаря своим универсальным характеристикам.
Формовка древесины
Для производства фанеры используют прессы с нагретыми плитами для объединения тонких слоёв древесного шпона в прочные плиты. В этом процессе слои шпона склеиваются под действием высокого давления и температуры с применением специальных клеев. Аналогично формуются панели МДФ (древесноволокнистая плита средней плотности), где древесные волокна сортируются и обрабатываются связующими материалами перед прессованием. Высокотемпературное прессование обеспечивает равномерное спекание волокон и связующих веществ, что приводит к получению прочных и стабильных изделий.
Использование нагретых плит в этих процессах позволяет добиться высокой точности размеров, однородности поверхности и улучшенных механических свойств конечных материалов. Эти технологии обеспечивают производство разнообразных декоративных и конструкционных материалов с необходимыми характеристиками для современного строительства и мебельного производства.
Декоративные ламинаты являются широко используемыми материалами для отделки мебели и стеновых панелей. Они представляют собой многослойные композиции, в которых слои бумаги и смолы склеиваются под действием тепла и давления. В процессе изготовления смолы проникают в бумагу, а условия отверждения могут быть настроены для получения различных поверхностей — от глянцевых до матовых, с имитацией текстур или фактур. Такой подход позволяет создавать декоративные покрытия с высокой эстетической привлекательностью и долговечностью.
Склеивание
Процесс склеивания применяется, когда необходимо равномерно соединить две или более поверхности. Для этого используют прессы с нагретым тигельным прессом, между поверхностями наносят слой клея, который затем расплавляется под действием тепла. После этого происходит контролируемое отверждение клея, что обеспечивает прочное и равномерное соединение. Такой метод широко применяется при производстве мебельных элементов, панелей и других конструкций.
Промышленные ламинаты
Промышленные ламинаты получают путём сплавления слоёв термореактивных смол с основой из бумаги, хлопка, ткани или стекла. Эти слои подвергаются формованию под высоким давлением и температурой, что позволяет получить материал с комплексными свойствами: хорошей электропроводностью или изоляцией, высокой механической прочностью и стойкостью к химическим воздействиям. Такие ламинаты находят применение в электронике, строительстве, машиностроении и других отраслях благодаря своим универсальным характеристикам.
Формовка древесины
Для производства фанеры используют прессы с нагретыми плитами для объединения тонких слоёв древесного шпона в прочные плиты. В этом процессе слои шпона склеиваются под действием высокого давления и температуры с применением специальных клеев. Аналогично формуются панели МДФ (древесноволокнистая плита средней плотности), где древесные волокна сортируются и обрабатываются связующими материалами перед прессованием. Высокотемпературное прессование обеспечивает равномерное спекание волокон и связующих веществ, что приводит к получению прочных и стабильных изделий.
Использование нагретых плит в этих процессах позволяет добиться высокой точности размеров, однородности поверхности и улучшенных механических свойств конечных материалов. Эти технологии обеспечивают производство разнообразных декоративных и конструкционных материалов с необходимыми характеристиками для современного строительства и мебельного производства.
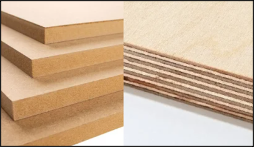
Рис. 3.
Современные композиты представляют собой инновационные материалы, обладающие сочетанием легкости, высокой прочности и ударопрочности. Благодаря этим свойствам, они широко применяются в авиационной и автомобильной промышленности, а также в производстве спортивного инвентаря и других высокотехнологичных изделий.
Производство современных композитных материалов часто осуществляется с помощью прессов с подогревом плиты. В этом процессе армирующие волокна (например, углеродные, стеклянные или арамидные волокна) укладываются в форму вместе со смолой — полимерным связующим веществом. Затем под действием высокого давления и температуры происходит отверждение смолы, что обеспечивает прочное сцепление волокон и формирование однородного композита.
Контроль параметров процесса — давления, температуры и вакуума — является ключевым для получения качественного материала с необходимыми характеристиками. Вакуумное формование помогает устранить воздушные пузыри и дефекты внутри композита, обеспечивая его однородность и высокую механическую прочность.
Использование прессов с подогревом плиты позволяет точно регулировать условия отверждения, что способствует получению изделий с оптимальными свойствами и минимальными дефектами. Такой технологический подход обеспечивает производство современных композитных материалов высокой точности и надежности, отвечающих требованиям самых строгих отраслей промышленности.
Производство современных композитных материалов часто осуществляется с помощью прессов с подогревом плиты. В этом процессе армирующие волокна (например, углеродные, стеклянные или арамидные волокна) укладываются в форму вместе со смолой — полимерным связующим веществом. Затем под действием высокого давления и температуры происходит отверждение смолы, что обеспечивает прочное сцепление волокон и формирование однородного композита.
Контроль параметров процесса — давления, температуры и вакуума — является ключевым для получения качественного материала с необходимыми характеристиками. Вакуумное формование помогает устранить воздушные пузыри и дефекты внутри композита, обеспечивая его однородность и высокую механическую прочность.
Использование прессов с подогревом плиты позволяет точно регулировать условия отверждения, что способствует получению изделий с оптимальными свойствами и минимальными дефектами. Такой технологический подход обеспечивает производство современных композитных материалов высокой точности и надежности, отвечающих требованиям самых строгих отраслей промышленности.
Установление параметров процесса
Разработка технологического процесса использования пресса с нагреваемой плитой требует учета множества факторов, которые зависят от конкретных деталей, материалов и целей производства. Ниже представлены основные аспекты, влияющие на проектирование и оптимизацию такого процесса:
Распределение тепла и контроль температуры
Время отверждения
Объемы производства и производительность
Размер стола
Конфигурация стола и гибкость
Доступность к станине
Итог
При проектировании процесса важно сбалансировать все эти параметры для достижения оптимальной производительности, качества продукции и надежности оборудования. Правильный выбор размеров стола, зон нагрева, системы контроля температуры и конфигурации пресса позволяет обеспечить стабильное качество изделий при максимальной эффективности производства.Рис
Распределение тепла и контроль температуры
- Обеспечение равномерного нагрева всей поверхности плиты для предотвращения температурных градиентов.
- Использование зон нагрева и систем мониторинга для точного регулирования температуры в различных участках.
Время отверждения
- Определение оптимального времени выдержки при заданной температуре для достижения полного отверждения материала.
- Учет тепловых задержек и охлаждения для предотвращения деформаций или дефектов.
Объемы производства и производительность
- Выбор размера стола и конфигурации пресса в зависимости от требуемых объемов выпуска продукции.
- Возможность автоматизации процессов для повышения скорости и эффективности.
Размер стола
- Диапазон размеров варьируется от менее 50 см до более 250 см.
- Большие размеры позволяют формовать крупные детали или одновременно несколько меньших.
- Размеры стола влияют на равномерность нагрева, систему вакуума, контроль температуры и зоны нагрева/охлаждения.
Конфигурация стола и гибкость
- Возможность использования нескольких столов для увеличения площади обработки и повышения гибкости производства.
- Адаптация под различные формы и размеры деталей, а также под разные типы материалов.
Доступность к станине
- Широкий доступ со всех четырех сторон обеспечивает удобство ручной обработки, обслуживания и автоматизации.
- Это способствует более эффективной загрузке/разгрузке форм, техническому обслуживанию и настройке оборудования.
Итог
При проектировании процесса важно сбалансировать все эти параметры для достижения оптимальной производительности, качества продукции и надежности оборудования. Правильный выбор размеров стола, зон нагрева, системы контроля температуры и конфигурации пресса позволяет обеспечить стабильное качество изделий при максимальной эффективности производства.Рис

Рис. 4
Источник нагрева
Прессы с подогревом плит используют различные системы нагрева и охлаждения, каждая из которых обладает своими преимуществами и особенностями. Ниже представлены основные типы и их характеристики:
1. Плиты с паровым нагревом
Преимущества:
Особенности:
2. Плиты с масляным нагревом
Преимущества:
Особенности:
3. Электронагреваемые плиты
Преимущества:
Особенности:
Итог
Выбор системы нагрева зависит от конкретных требований производства:
Правильный подбор системы обеспечивает стабильное качество продукции, эффективность процесса и долговечность оборудования.
1. Плиты с паровым нагревом
Преимущества:
- Экономичность и простота конструкции.
- Обеспечивают точный и равномерный нагрев всей поверхности.
- Хорошо подходят для формования резины, склеивания, ламинирования ДСП.
- Возможность использования для нагрева и охлаждения горячей водой.
- Высокая теплоизоляция из прочных материалов.
Особенности:
- Контроль температуры осуществляется через регулировку давления пара.
- Можно реализовать многозонный контроль для повышения точности.
- Подходят для процессов, требующих стабильной температуры.
2. Плиты с масляным нагревом
Преимущества:
- Высокая теплоемкость и равномерность нагрева.
- Возможность достижения высоких температур (до 400 °С и выше).
- Подходят для широкого спектра применений: формование резины, склеивание, ламинирование.
- Надежная конструкция из цельной стали с каналами для циркуляции масла.
Особенности:
- Системы требуют регулярного обслуживания для предотвращения засоров и утечек.
- Обеспечивают возможность обработки крупногабаритных изделий.
- Могут иметь зоны с несколькими потоками масла для более точного контроля.
3. Электронагреваемые плиты
Преимущества:
- Высокий уровень точности и равномерности нагрева.
- Широкий диапазон рабочих температур (от 260 °С до 815 °С и выше).
- Возможность точечного контроля за счет встроенных нагревательных элементов (картриджей или полос).
- Быстрый нагрев и высокая скорость достижения рабочей температуры.
- Многозонный контроль позволяет адаптировать температуру в разных участках плиты.
Особенности:
- Используются в ламинировании, формовании, склеивании различных материалов.
- Требуют системы датчиков для мониторинга температуры в зонах.
- Обеспечивают высокую энергоэффективность при правильной настройке.
Итог
Выбор системы нагрева зависит от конкретных требований производства:
- Для экономичных решений — паровые плиты.
- Для обработки крупногабаритных изделий или при необходимости высокой температуры — масляные плиты.
- Для точного контроля температуры и быстрого нагрева — электронагреваемые плиты.
Правильный подбор системы обеспечивает стабильное качество продукции, эффективность процесса и долговечность оборудования.
Тоннаж и скорость
При использовании пресса с нагреваемой плитой для формования различных материалов и изделий важно правильно подобрать усилие прессования и скорость его движения, чтобы обеспечить качество продукции, эффективность процесса и долговечность оборудования. Ниже представлены основные аспекты, связанные с этими параметрами:
1. Требуемое усилие прессования
2. Скорость прессования
3. Важные аспекты при выборе параметров
Итог
Правильный подбор усилия и скорости позволяет повысить производительность, снизить износ оборудования и обеспечить стабильное качество продукции.
1. Требуемое усилие прессования
- Зависит от площади формуемых деталей и типа материала.
- Для небольших или средних деталей из резины, композитов или дерева обычно требуется усилие в диапазоне от 15 до 100 тонн.
- Для крупных или сложных изделий, таких как ламинированные панели для наружных стен, может потребоваться 250 тонн и более.
- Расчет усилия:
- F=P×A
- где
- F — усилие,
- P — необходимое давление на единицу площади (обычно в МПа или кг/см²),
- A — площадь проекции детали.
- Важно: превышение необходимого усилия ведет к перерасходу энергии, ускоренному износу инструмента и возможным дефектам.
2. Скорость прессования
- Основная задача — обеспечить минимальное время цикла без ущерба качеству.
- Скорость закрытия пресса должна быть настроена так, чтобы:
- Быстро достигнуть требуемого давления.
- Обеспечить равномерное распределение давления по всей площади.
- Позволить точный контроль давления и температуры.
- Время закрытия зависит от размера детали и конструкции пресса:
- Для крупных деталей требуется больше времени на раскрытие и закрытие, что увеличивает общий цикл.
- Для мелких деталей можно использовать более высокие скорости для сокращения времени цикла.
3. Важные аспекты при выборе параметров
- Контроль давления: важнее скорости — точное поддержание заданного давления обеспечивает качество изделия.
- Минимизация времени цикла: достигается за счет оптимизации скорости закрытия и открытия пресса.
- Повторяемость: важна для серийного производства; параметры должны быть стабильно воспроизводимыми.
Итог
- Для большинства применений усилие прессования варьируется от 15 до 1000 тонн, в зависимости от размера и типа изделия.
- Скорость прессования должна быть настроена так, чтобы обеспечить баланс между быстрым циклом и качеством продукции.
- При проектировании процесса необходимо учитывать ориентацию и размер формуемых деталей: крупные детали требуют более мощных машин с большим ходом раскрытия, что влияет на время цикла.
Правильный подбор усилия и скорости позволяет повысить производительность, снизить износ оборудования и обеспечить стабильное качество продукции.

Рис. 5.
Температура
ри выборе системы нагрева и охлаждения для пресса с подогреваемой плитой важно учитывать требования конкретного производственного процесса, свойства материалов и геометрию изделий. Ниже представлены ключевые аспекты, которые необходимо учитывать:
1. Требования к температуре
2. Варианты систем нагрева
3. Системы охлаждения
4. Влияние геометрии, размера и свойств материала
Итог
Выбор системы нагрева и охлаждения должен базироваться на конкретных технологических требованиях:
Правильная настройка системы позволяет повысить качество продукции, снизить издержки энергии и обеспечить стабильность процесса.
1. Требования к температуре
- Диапазон температур: от комнатной или близкой к ней (около 20–30 °C) до 815 °C и выше.
- Значение температуры зависит от материала и процесса:
- Для резины или клеевых соединений — обычно достаточно низких температур.
- Для ламинирования, формования композитов или металлов — требуются высокие температуры.
- Цель нагрева: обеспечить полное отверждение, формование или склеивание без дефектов.
2. Варианты систем нагрева
- Электрический нагрев:
- Обеспечивает точный контроль температуры.
- Быстрый нагрев и охлаждение.
- Подходит для широкого диапазона температур.
- Паровой нагрев:
- Экономичный и равномерный.
- Хорошо подходит для процессов, где требуется умеренная температура и высокая теплоемкость.
- Масляный нагрев:
- Позволяет достигать высоких температур (до 400 °С и выше).
- Обеспечивает равномерное распределение тепла по большой площади.
- Используется для обработки крупногабаритных деталей.
3. Системы охлаждения
- Охлаждение может быть встроено в пресс для ускорения цикла или для контроля условий отверждения.
- Варианты включают циркуляцию воды, масла или воздуха.
- Охлаждение программируется для достижения оптимальных условий отверждения и безопасной эксплуатации.
4. Влияние геометрии, размера и свойств материала
- Геометрия и размер детали:
- Большие или сложные формы требуют более длительного времени охлаждения и более мощных систем нагрева/охлаждения.
- Свойства материала:
- Теплопроводность, теплоемкость и чувствительность к температурам влияют на выбор системы и режимов нагрева/охлаждения.
- Время охлаждения:
- Зависит от размеров детали, типа материала и требований к конечному свойству изделия.
- Правильное управление временем охлаждения важно для предотвращения деформаций, трещин или неполного отверждения.
Итог
Выбор системы нагрева и охлаждения должен базироваться на конкретных технологических требованиях:
- Обеспечить равномерный и точный нагрев при минимальных энергозатратах.
- Обеспечить эффективное охлаждение для ускорения цикла без ущерба качеству изделия.
- Учитывать свойства материалов, геометрию деталей и требования к безопасности.
Правильная настройка системы позволяет повысить качество продукции, снизить издержки энергии и обеспечить стабильность процесса.
Рабочий ход и просвет
Прессы с подогреваемой плитой могут быть сконфигурированы с одним или несколькими "просветами" (пространствами между торцами инструмента), что обеспечивает возможность одновременного производства нескольких деталей в рамках одного цикла. Такой подход повышает эффективность и позволяет снизить общее количество необходимого оборудования, особенно при длительных сроках отверждения.
Основные моменты, связанные с просветами и конструкцией пресса:
1. Многослойное производство и использование нескольких форм:
2. Размер просвета и ход пресса:
3. Дополнительные зазоры и системы:
Итоги:
Правильная настройка конструкции пресса с учетом этих аспектов позволяет оптимизировать производственный цикл, повысить качество продукции и снизить издержки.
Основные моменты, связанные с просветами и конструкцией пресса:
1. Многослойное производство и использование нескольких форм:
- Наличие нескольких просветов позволяет устанавливать несколько пресс-форм одновременно.
- Это особенно выгодно при производстве большого объема изделий или при необходимости длительного времени отверждения, так как увеличивается пропускная способность без увеличения количества прессов.
2. Размер просвета и ход пресса:
- Для обеспечения безопасного извлечения готовых деталей между полностью отведёнными торцами инструмента должно оставаться достаточно свободного пространства.
- Обычно рекомендуемый просвет составляет примерно три раза больше хода пресса.
- Если пресс используется для производства нескольких деталей или крупногабаритных изделий, параметры хода и просвет должны соответствовать максимальному размеру инструмента.
3. Дополнительные зазоры и системы:
- Для эффективной работы могут потребоваться дополнительные зазоры для:
- охлаждения и нагрева пресс-форм,
- быстросменной оснастки,
- систем загрузки и выгрузки изделий.
- Эти зазоры обеспечивают удобство обслуживания, смены форм и поддержание оптимальных условий процесса.
Итоги:
- Конфигурация пресса с несколькими просветами повышает производительность за счет одновременного изготовления нескольких деталей.
- Размер просвета должен быть достаточным для безопасного извлечения изделий, обычно в три раза превышающего ход пресса.
- При проектировании необходимо учитывать требования к размеру деталей, скорости смены форм и системам автоматизации для обеспечения эффективной работы оборудования.
Правильная настройка конструкции пресса с учетом этих аспектов позволяет оптимизировать производственный цикл, повысить качество продукции и снизить издержки.

Рис. 6.
Гидравлические прессы с подогревом плит
Гидравлические прессы с подогревом плит представляют собой очень универсальное и широко применяемое оборудование, которое находит применение в различных отраслях промышленности и лабораторных условиях. Их гибкость, точность и возможность индивидуальной настройки позволяют использовать их для разнообразных задач — от формовки и уплотнения до испытаний и прототипирования.
Основные преимущества и области применения гидравлических прессов с подогревом плит:
1. Универсальность и широкое применение
2. Высокие уровни давления и точность
3. Конфигурации и индивидуальные решения
4. Интегрированные системы для повышения эффективности
Итоги:
Гидравлические прессы с подогревом плит — это высокотехнологичное оборудование, которое благодаря своей гибкости, точности и возможностям индивидуальной настройки позволяет решать широкий спектр производственных задач. Их использование способствует повышению качества продукции, сокращению времени цикла и снижению эксплуатационных расходов за счет интеграции современных систем автоматизации и контроля.
Если у вас есть конкретные требования или задачи — такие прессы можно адаптировать под них максимально эффективно!
Основные преимущества и области применения гидравлических прессов с подогревом плит:
1. Универсальность и широкое применение
- Используются для формовки деталей с контролируемой температурой и давлением.
- Применяются в автомобильной, аэрокосмической, упаковочной, пластиковой промышленности.
- Могут служить для испытаний на удар, раздавливание, а также для создания прототипов термосварных соединений пластиковой упаковки.
2. Высокие уровни давления и точность
- Гидравлическая система обеспечивает создание экстремальных уровней давления, необходимых для сложных процессов формования, уплотнения и склеивания.
- Обеспечивают надежное и повторяемое движение плит благодаря использованию квадратных или плоских форм, что повышает точность изготовления деталей.
3. Конфигурации и индивидуальные решения
- Могут быть однокамерными или многокамерными.
- Плиты могут двигаться вверх или вниз в зависимости от технологического процесса.
- Разрабатываются по индивидуальному заказу под конкретные требования процесса.
4. Интегрированные системы для повышения эффективности
- Системы нагрева: газовые или электрические, позволяют точно контролировать температуру плит.
- Системы охлаждения: обеспечивают быстрое охлаждение для ускорения цикла.
- Вакуумные кожухи и системы: улучшают качество формовки за счет удаления воздуха.
- Изолированные тепловые кожухи: снижают теплопотери.
- Очистители плит: обеспечивают чистоту поверхности для получения качественных деталей.
- Датчики температуры: позволяют точно контролировать параметры процесса.
- ЖК-дисплеи: обеспечивают удобное управление и мониторинг параметров.
- Высокоскоростные системы сбора данных: помогают анализировать работу пресса и оптимизировать процессы.
Итоги:
Гидравлические прессы с подогревом плит — это высокотехнологичное оборудование, которое благодаря своей гибкости, точности и возможностям индивидуальной настройки позволяет решать широкий спектр производственных задач. Их использование способствует повышению качества продукции, сокращению времени цикла и снижению эксплуатационных расходов за счет интеграции современных систем автоматизации и контроля.
Если у вас есть конкретные требования или задачи — такие прессы можно адаптировать под них максимально эффективно!

Рис. 7.
Преимущества
Вот краткое изложение преимуществ и возможностей гидравлического пресса с нагреваемой плитой:
- Стабильное и равномерное распределение давления: обеспечивает качественное формование и высокую точность изделий.
- Контролируемые температуры: позволяют гибко использовать различные материалы на одном прессе.
- Подходит для лабораторных и испытательных условий: идеально для исследований, тестов и прототипирования.
- Возможность одновременного формования нескольких деталей: увеличивает производственную эффективность.
- Полная настройка параметров: регулировка температуры, давления, положения, времени отверждения и скорости прессования под конкретные требования.
- Индивидуально изготовленные плиты: со встроенными функциями крепления и охлаждения для повышения удобства и эффективности работы.
- Высокая точность и достоверность деталей: обеспечивает соответствие строгим стандартам качества.
